
Processing
Finnish ores and mineral deposits have been relatively low grade and difficult to process which has forced Finnish mining companies to develop better and better mineral processing and metallurgical technologies. One example is Outotec’s Flash Smelting technology, originally developed by Outokumpu in 1940’s and early 1950´s. The global energy crisis in 1970´s boosted its development further, and the final breakthrough to a standard in global metallurgical industry happened in 1990´s. Currently Outotec Flash Smelting Flash Converting process is the cleanest smelting method available for copper production.
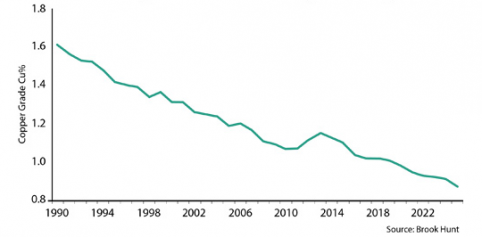
The grades of exploited metal mines globally have significantly decreased during the past decades and the trend will evidently continue.
Driven by this trend and customers’ productivity challenges, technology companies have developed better and more energy-efficient processes and equipment for mineral concentration. Material efficiency to get more out of less is of utmost importance for sustainable mining.
Outotec has been a pioneer in flotation technology and has a key role in the Finnish mining cluster. The company´s process control and automation systems are widely used all over the world. One of the reasons for technology leadership in flotation has been Outotec’s capability to efficiently respond to the challenge of continuously declining ore grades. To produce the same amount of metal today requires processing 10-20 times more ore compared to situation 30 years ago. This has led to significantly larger processing equipment sizes and increased electricity and water usage. Through systematic research and development Outotec has been able to significantly decrease the specific energy consumption of flotation machines without affecting performance otherwise. This has brought up to several megawatt savings in power consumption at a plant. Outotec continues working for more energy efficient flotation cells and bringing new developments into the market, read more.
Although not replacing totally use of primary raw materials more and more emphasis is put on recycling to satisfy the increasing demand of metal raw materials followed by increasing global population and urbanization. The rate of recycling varies from metal to metal depending on how they are used in products, what is the life time of the products and in which kind of compounds the metal are in the products. Lead is nowadays recycled effectively, while there are necessary elements like vanadium, which recycling rate is relatively low.
Starting with developing an old vanadium mine, Mustavaara Oy ended up utilizing vanadium containing slag from steel industry to produce vanadium products. In addition to the effective smelting and refining processes developed in the project, also logistics are optimized in this industrial symbiosis case read more.

Example cases
Outotec
Read moreMustavaara
Read moreOutotec
Advanced flotation control at first quantum Minerals Kevitsa mine.
Variable feed characteristics such as head grade, ore hardness and feed tonnage presented challenges for process control, stability and ultimately performance.
First Quantum Minerals (FQM) is a rapidly growing Canadian based mining and metals company, co-located in the United Kingdom, South Africa and Australia. FQM currently operates seven mines and is developing five projects worldwide . Primary production elements include copper, nickel, gold, zinc and platinum.
Background
Located in northern Finland, 130km inside the Arctic Circle, the open pit Kevitsa mine commenced commercial production in August of 2012, processing approximately five and a half million tons of ore annually to produce nickel, copper and PGM concentrates. To expedite production ramp-up and optimise ongoing flotation performance, an extensive advanced flotation control solution was implemented by Outotec in collaboration with FQM Kevitsa. To optimise operating efficiency, significant automation was built into the design, incorporating most of Outotec’s advanced process control (APC) solutions.
CHALLENGES
- Highly variable feed – grade, ore hardness, ore content
- Large scale float plant (including 14 x 300m3 cells)
SOLUTION
- Outotec advanced process control (APC) solutions – customised to site needs
BENEFITS
- 1.3% Cu recovery improvement with higher grade when APC was utilised during testwork
- Increased process stability
Implementation of the APC solutions was undertaken in phases with the flotation grade control system being added in November of 2013. Variable characteristics in feed grades, ore hardness and floatable non sulphide gangue (NSG) content presented challenges for process control, stability and ultimately performance with respect to metal recoveries and concentrate grades. These fluctuations create an imperative to maintain control and stability of the flotation circuit under any conditions, with minimal operator intervention.
Scope
In order to evaluate and quantify actual value added by APC, a collaborative project was undertaken by experts from Outotec and FQM, to explore the benefit of the automated systems and subsequently improve the overall flotation process control. An extensive test program was undertaken, focussing on froth speed control, slurry level stabilising systems, ore grade and recovery optimisation within the copper flotation circuit. The aim was to demonstrate an overall increase in process stability and consequently improved metallurgical performance. Further details from this programme are found in the industry paper “Implementation of Advanced Flotation Control at First Quantum Minerals’ Kevitsa Mine” (Rantala et al), presented at the AusIMM’s Mill Operator 2014 conference in Townsville, Australia.
Continue reading
The plant
The Kevitsa concentrator utilises a copper-nickel sequential flotation circuit at the back of a crushing and autogenous grinding circuit. In the flotation circuit copper is floated first, utilising high pH to depress the nickel and the tails of are then floated for nickel. Thereafter a circuit removes all the sulphur bearing minerals from the tails stream before discarding into the tailings pond.
With over 65 cells in operation, ranging from the 14 x Outotec Tankcell 300m3 (rougher section) down to the Outotec Tankcell 20m3 (final cleaner section), large variations in feed tonnage and head grade can have a severe effect on the process as a whole.
Such a large scale and variable flotation plant requires a strong degree of process control. APC systems offer a solution that can undertake multiple tasks simultaneously and achieve process stability expediently, while avoiding much of the risk of human error. When operated to full potential, APC can achieve process stability faster and with more success than an operator.
State-of-the-art systems
The automation of Kevitsa is designed to support and allow operators and shift supervisors to focus on the task of safely managing the process while meeting operating targets. A highly instrumented flotation process forms a solid platform for base level control loops, safety interlocks and motor controls within the centralised process control system. Operators supervise the process from the central control room with multiple control system and closed circuit TV (CCTV) screens.
Basic process instrumentation and control has been augmented by equipping flotation cells with state-of-the-art systems. Outotec FrothSense provides froth image analysis and automatic froth speed control. Flotation cell levels are stabilised with Outotec EXACT advanced feed-forward level control. Twenty-two process streams are continuously sampled and analysed with the Courier 6 on-stream analyser (OSA) for process control, reagent addition and optimisation.
The online analyser provides key feedback on process performance and feeds it into the APC system (Outotec ACT), which utilises the information to identify grades and recoveries according to rules defined by Kevitsa process metallurgists. This system executes the control strategies for optimising the production of concentrates.
Plant trials
Plant trials were undertaken to identify any apparent increase in process stability and improved metallurgical performance as a result of implementing Outotec’s advanced process control systems. The trials compared the performance of the Kevitsa copper rougher-scavenger flotation line when manually operated to that when run utilising APC solutions.
The evaluation took a bottom-up approach, moving through the levels on the traditional automation pyramid. The evaluation focussed initially on how the APC system improves stability of basic level controls, (e.g. flotation cell level control), before examining how those improvements impact the performance of higher level stabilising controls, such as flotation mass-pull control. The final stage evaluated how the stability of mass-pull affects the performance of the grade-recovery optimising control in terms of concentrate grade variation and recovery level.
Stabilisation and optimisation testing
Flotation cell level control tests were undertaken to determine the effectiveness of Outotec’s EXACT level controller. The EXACT level control solution simultaneously monitors the entire flotation line and compensates for process disturbances before cell levels are affected. In addition to the traditional feed-back controller, Outotec’s EXACT controller includes feed-forward control with adaptive self-tuning, enabling application under variable process conditions.
The tests concluded that the EXACT level controller significantly improves stabilisation of flotation cell levels and improves performance of the mass-pull control, which determines how concentrate is pulled from a bank of flotation cells.
The optimisation performance of Outotec’s Advanced Control Tools (ACT) was also tested in the Kevitsa copper circuit. Outotec ACT provides a platform to build customised control applications that enable stabilising and optimising everything from single-unit processes to plantwide production. Test results showed that on average, both copper grade and recovery were higher when the ACT control was enabled.
Challenges
One of the main challenges in quantifying the metallurgical improvements in concentrator processes is related to variations in ore feed, which impacts on flotation recovery and metallurgical performance. Day-to-day flotation recovery can vary by more than ten percent; making recovery gains to be expected from APC implementation – around two percent – seem relatively small.
It should be noted that even small recovery improvements have a great economic value in large operations; however, quantifying the two per cent recovery improvement over a ten per cent daily recovery variation with confidence is challenging.
Conclusions
Over 1.3 percent Cu recovery improvement with higher grade was demonstrated when the APC system was utilised to control the Cu rougher-scavenger circuit, as compared to manual operation. On the operational scale of Kevitsa, this equals 200 t/a increased copper production.
Perhaps the biggest advantage of an APC based control system is the increased process stability. When the process is running under stable operating conditions, regardless of small variations in feed, it is easier for plant operators to detect abnormal process disturbances and events. Without the necessity of manually manipulating slurry levels of over 65 individual flotation cells, thanks to the APC technology, plant operators can concentrate on developing their process understanding, solving unexpected problems that reduce production performance, and optimising the process.





Mustavaara
