
Mining
Productivity of mining is currently the major concern of international mining companies. The productivity has decreased close to 30 % during the last decade. Process optimization across the entire mine operation value chain is the key issue. Process automation has long been applied in concentration plants but wider use and utilization of IoT is still under development. It is estimated that IoT will change dramatically the whole business model in mines during the coming years.
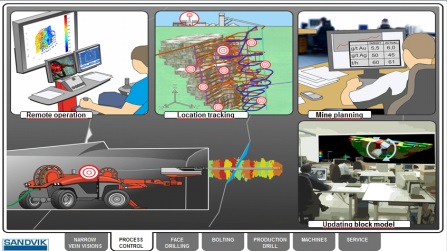
Finland has been a forerunner in underground mining equipment. It is estimated that over 80% of global underground mining equipment are Finnish or Swedish production. Current development work aims to make underground fleet unmanned and remote controlled. The future machines will do much more than drilling, loading and haulage, they will have an “ability to see” and can make chemical and physical measurements while moving around in mine. One of the pioneers in underground machinery development in Finland has been Tamrock Oy, later merged with Sandvik Mining and Construction, who has been developing their “Rock factory” action plan in Green Mining program, read more.
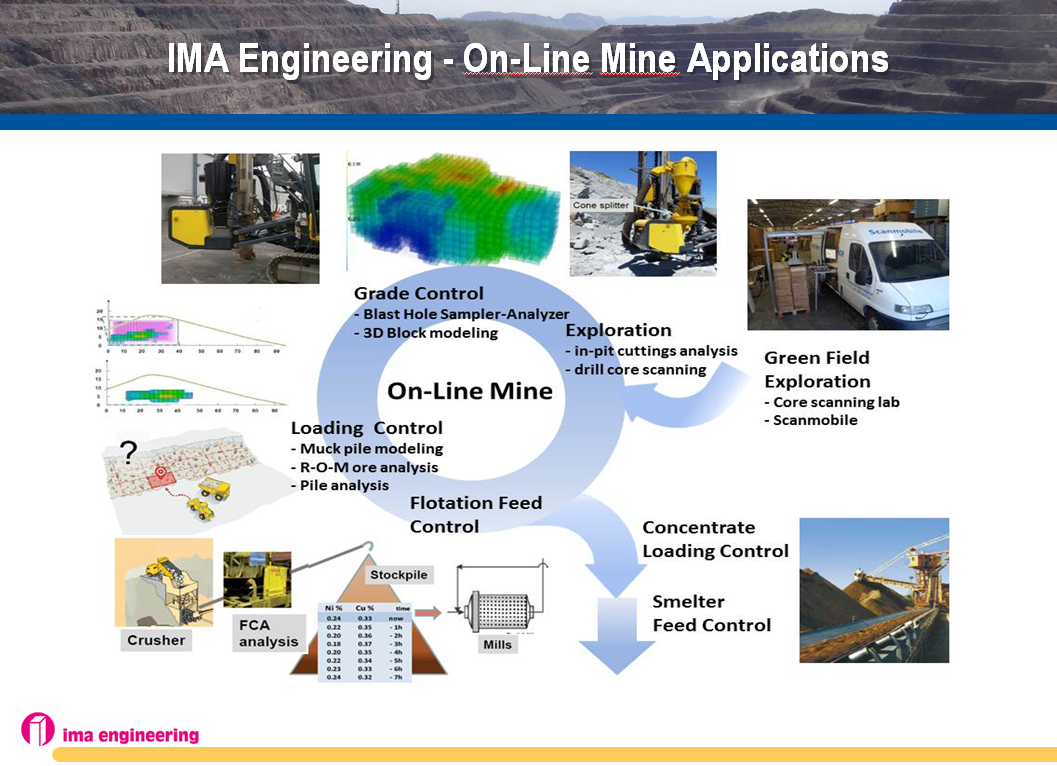
Optimizing the whole ore flow from mine to concentration plant, measurement technology plays a significant role. By on site and on line analysis in drilling, excavation and haulage, the amount of side rock going to the crushing and grinding can be minimized. Consequently energy consumption is significantly decreased. Comminution easily takes half of the whole energy consumption in the mine operation. Read more
The innovation must not always be complicated. Sleipner Finland has developed and commercialized simple innovation to reduce costs and emissions in moving excavators in mines, read more.


Example cases
Sandvik
Read moreIMA Engineering
Read moreSleipner Finland
Read moreSandvik
Ideal Rock Factory in Green Mining Program
The mining industry is faced with a need for a step change in mine productivity caused by the deep recession in mining industry since 2012. The Ideal Rock Factory initiative started to break mining paradigms and change the recession challenges to opportunities. Sandvik Mining and Construction Oy has an exceptional setup of research engineers and a Test Mine 10 km from Tampere city center. However, boosting the ecosystem with various technical opportunities is the core for growth opportunities. In early stages of the project was found that the Sandvik ecosystem should be in good shape, but in practice not capable to produce innovations.
First step was to create a common vision how technology drives the productivity change in mining industry. Sandvik is a technology company and earlier transformations have happened through technology like from pneumatics to hydraulics and currently seen change from hydraulics to digitalization.
The IRF project was constructed from 5 themes: Ecosystem Steering, Rock Factory, All Electric Mine, Rock Factory technology Elements and From Value generation to Value Capture. A project Cloud was constructed under these themes. From Software industry was adapted Scrum type approach proceeding in 3 one year Sprints demonstrating results in test mine. The crucial element in the ecosystem development was to seek world class players to complete Finnish technology niches like integrate the largest mining companies and mining research to Ideal Rock Factory through CRC Mining research hub. Other breakthrough can be identified by opening the technology gates to world class automotive research using the links created by TUT/IHA digital hydraulics research.
In early stages of the project it was obvious that new technology needed several new product platforms where the technologies could be embedded. A novel approach to modularization was developed with Tampere University of Technology to control the complexity of embedded technologies. During the three Sprints of the project were developed several inventions that are turning to innovations with competitive advance. As a peak technology results can be mentioned real time 3D point cloud for mapping and navigating in an underground mine, one operator to control several surface mine machines in complex terrain, several rock sensing technologies and IP embedded to algorithms, battery powered underground drilling and loading machines integrated to mine infrastructure and intelligent rock drill with capability to control every impact. There were several cases where research paths met the end due to ambiguous risk taking to search new opportunities.
Process learning during the project resulted new ways of working where can be mentioned Technology Sourcing concept to systematize growth of ecosystem competence, waking up manufacturing research in form of additive/digital manufacturing concepts, novel way to discover IP portfolio and implement new protection for developed technologies and as a peak achievement business transformation linked technology strategy (can be benchmarked further to develop Finnish industry). In technical maturity communication technology readiness levels (TRL) has been launched successfully for new way to follow up technology development.
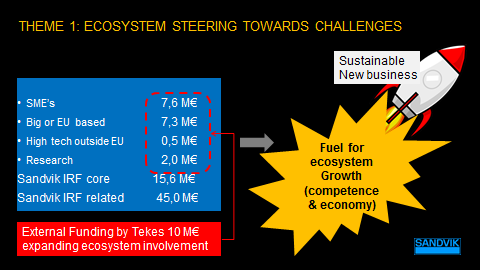
The impact of the Ideal Rock Factory project beside the technical achievements have been both securing work places and increasing capability of Sandvik ecosystem to climb next level in business. The Tekes funding has been accelerator of ecosystem growth and guided money to develop SME’s as well as larger companies and research institutions with high technical output demand. The learning of the funding was that for large impact large funding works best way to achieve strategic impacts instead of lonely hits by small funding and low commitment in own organization. The Green Mine vision has been achieved by several novel technologies and way of working – the last part is to make it happen in real life through technology transformation.
Watch a video presentation


IMA Engineering
Sleipner Finland
Sleipner- system, innovative and new transport system.
Sleipner Finland has the complete solution for moving tracked equipment, saving on maintenance costs and valuable time. Break even quickly and sustainably, and optimize logistics with Sleipner – at your service globally.
The Sleipner E-series is easy to use and made to last, for excavators weighing 20-565 tonnes. It allows speeds of up to 15 km/h, lowering on-site transit times by up to 85%. Rigorously tested for safety in mining countries around the world, Sleipner’s patented E-series reduces the need for undercarriage repairs, and increases operational flexibility. At the same time Sleipner – system reduces CO2- emissions and fuel- consumptions at least 85%.
The new Sleipner DB-series is for moving large bulldozers, drilling machines and other heavy tracked machines up to 120 tonnes. With tilting drive and high clearance, Sleipner’s patented DB-series allows on-site transit speeds of up to 30 km/h, allowing for more operational flexibility and less need for undercarriage repairs.
Watch a video presentation